


想知道塑膠射出是什麼意思?塑膠射出原理及塑膠製造過程是什麼?生活中有很多商品都是由塑膠製成,但你知道它們是怎麼做出來的嗎?本文告訴你塑膠射出成型流程與步驟,讓你5分鐘就能搞懂其原理與製程!
第一次聽到「塑膠射出成型」嗎?想知道塑膠製造過程嗎?其實我們生活中有很多商品都由塑膠製成,舉凡你常用的罐子、瓶子、原子筆的筆蓋、筆管、唇膏及化妝品的外殼等都是塑膠製成,塑膠品能創造各種商品,也隱含龐大的商機。而這些塑膠品最普遍的生產方式就是塑膠射出成型,你也許會好奇這個「塑膠射出」到底是什麼意思,接下來讓緯凱繼續為你說明。
塑膠射出是什麼意思?原理為何?
塑膠射出成型就是塑膠品的製造技術
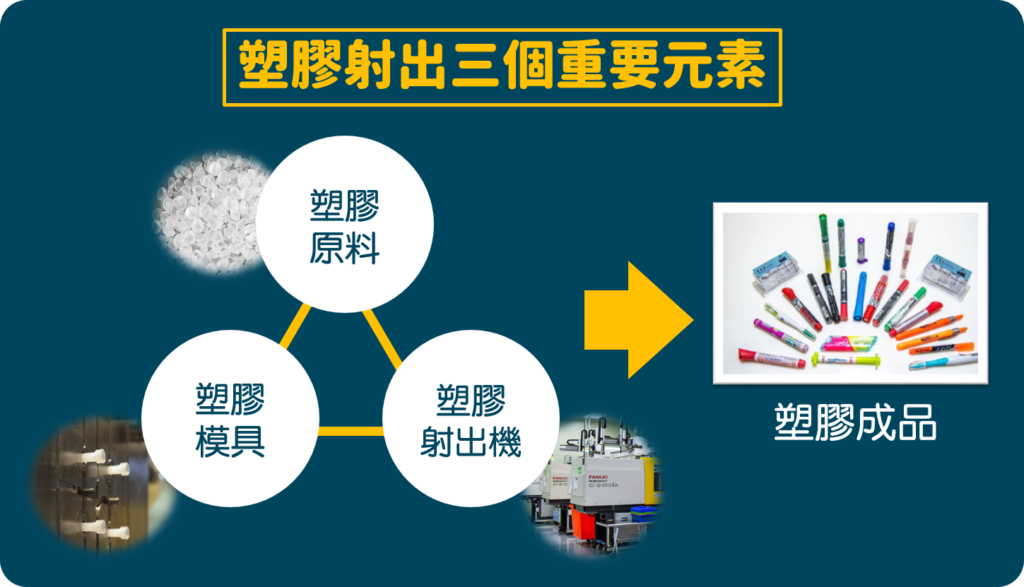
「塑膠射出成型」這個技術,主要製造生活中所看到的各種塑膠製品,例如:麥克筆外殼、酒精香水噴頭、醫療器材、汽車零件…等等,簡單來說,塑膠射出原理是將「塑膠原料」透過「塑膠射出成型機」加熱熔融成液態狀,再高壓將這些塑膠原料注入至「塑膠模具」中,經過冷卻降溫,最後取出塑膠成品,也就是你我可以看到市面上的這些塑膠產品。
你可能是想自己創業找 OEM 代工,或廠商想找長期配合的塑膠射出代工,25 年塑膠射出代工老經驗的緯凱,將不藏私分享,塑膠射出成型總共需要經過 9 大步驟,讓你快速熟悉塑膠射出成型的流程,和廠商溝通無礙。
塑膠射出成型流程有哪些?9個步驟一次看!
1.盤料
塑膠射出代工廠會根據你的需求,選定材料跟混合比例,依據塑料混合比例,透過盤料機均勻攪拌。
2.烘料
不同塑料材質,需先以不同溫度及烘料時間做加熱處理,若塑膠射出代工廠處理不妥,會影響塑料從加熱管流入模具裡的過程,導致填充不飽,產生氣泡等問題。
3.塑料抽入成型機料管溶解
傳統塑膠射出代工廠的入料方式,需要人工上機台倒料;緯凱則使用中央供氣系統,將塑料從烘箱備料桶,抽入無塵室內到成型機料管,避免塑膠補料過程中沾染粉塵。
加熱的溫度則依據不同塑料物性而有所不同,同時機台有保護裝置,達到溫度後,會再恆溫 15分鐘,避免螺桿在塑料還沒完全融熔時就運作,造成損壞。
接下來的第 4-6 步驟:塑料注入、保壓(保持壓力)、冷卻,則為塑膠成型代工中,較需經驗、技術、邏輯判斷等,來進行參數設定,也是大大影響成品品質的重要環節。
4.塑料注入模具內
依照產品容積、設定成形的條件參數,將料管的塑料注入模具內,填充至 95%。
5.保壓(保持壓力)
保壓指塑料經射出到達模具內後,為避免原料回流,再施加壓力與速度,因為在澆口尚未冷卻封住前,溶膠仍有可能擠出模穴,所以必須持續的給與適當壓力抵抗它,此稱為保持壓力,簡稱保壓。
若保壓設定壓力過高,可能造成模具開模頂出時,有破裂或產生毛邊,嚴重還可能造成黏模,須謹慎處理。
6.冷卻
塑料在上述的加工步驟,都處於高溫的液體狀態,此階段必須冷卻,才能讓塑料在模具內快速定型。
多數塑膠射出代工廠,會使用模溫機或冰水機,以利成品穩定、成型完整,或減少週期;緯凱在冷卻階段,不採用常見的地下水,而是使用純水水池,減少水內的雜質,確保冷卻的速度跟品質。
7.開模
開啟模具,將成品跟流道分離,此時需注意,開模模板作動是否正常,否則將會造成成品損傷,且成品應在公模那一側,倘若在母模測,將無法順利頂出。
8.頂出脫模
模具打開後,依據模具設計的頂出方式,將塑膠產品頂出。
若頂出方式是採頂針設計,則塑膠品上就會留下頂針的印記,可以觀察大型塑膠品的底部四個角落,有圓形痕跡就是頂針痕囉。
9.機械手臂夾取
使用機械手夾取流道或成品,能避免流道與成品同時掉落造成成品受損;流道開模若於脫料板,也需使用機械手取出,避免因人工拿取流道增加生產週期,影響生產穩定性,這樣成品才有高量率;機械手夾取後回到注入塑膠的步驟循環,我們稱為一個產品的生產週期(Circle Time)。
以上就是塑膠射出成型的 9 大步驟流程,雖然現代機台越來越先進,但好品質的背後,必須講究細節,諸如:溫度、壓力、速度、參數設定,些微的差異與數字改變,都須仰賴塑膠射出代工廠的用心與經驗!
在找塑膠射出成型代工?緯凱工業給你一條龍服務!
由上述的塑膠射出流程可以發現魔鬼藏在細節裡,如果你正在找塑膠射出成型代工,緯凱從產品需求規劃、產品模具設計,到模具製造、射出成型、包裝組立都能幫你省心、省力一次搞定。

我們採用日本 FANUC 全電射出機台,24 小時系統監控塑膠射出參數,高達 99.8% 的良品率,將你的期待付之實現。若想了解更多塑膠射出成型流程,或有塑膠製品相關需求,歡迎與我們聯繫!
- 電話聯絡:04-7683502
- 公司地址:彰化縣秀水鄉下崙村民生街426巷23號
- 郵件聯繫:[email protected]
延伸閱讀:

